
Écoulement monophasique et diphasique dans une colonne à garnissage
Vue d'ensemble
Source : Kerry M. Dooley et Michael g. Benton, département de génie chimique, Louisiana State University, Baton Rouge, Louisiane
L’objectif de cette expérience est de déterminer l’ampleur de la mauvaise répartition des médecins dans les réacteurs de type garnissage en monophasé et en deux phases (gaz-liquide) flux et d’évaluer les effets de cette mauvaise répartition des médecins sur la chute de pression. Les concepts de distribution de temps de résidence et la dispersion sont introduites par l’utilisation de traceurs, et ces concepts sont liés à la mauvaise répartition des médecins physiques.
Canalisation dans un courant monophasé peut se produire le long des murs ou par écoulement préférentiel à travers une grande partie de la section transversale du lit. Canalisation en écoulement diphasique imputables à des causes plus complexes et théories simple écoulement biphasé rarement prévoient pression chute dans le lit emballé. Un objectif de conception est toujours afin de minimiser l’ampleur de la canalisation en trouvant le diamètre optimal de lit et particules pour les débits de conception et de l’emballage un lit de façon à minimiser une sédimentation. Il est toujours important de quantifier combien mauvaise répartition peut se produire et à la conception trop l’unité afin de tenir compte de sa présence.
La chute de pression de mesures appareil perméamètre, ΔP et la concentration de traceur (colorant), sortie horizontales lits emballés du blindé verre pour l’eau, air ou écoulement biphasé (Figures 1 et 2). L’eau pénètre par une vanne de régulation et peut être acheminé par l’intermédiaire de vannes manuelles à l’un des cinq lits (48" de long, 3" I.D.) avec différentes dimensions verre perle sous-évaluées emballages (aléatoire). La chute de pression est mesurée par un transmetteur de pression. Le débit d’eau est mesuré par un transmetteur de pression différentielle (DP, orifice) et le débit d’air par un compteur de test sèche (similaire à un compteur de gaz domestique). L’échantillon de colorant est injecté en amont par une vanne de prélèvement automatique. La concentration de la sortie de la teinture d’un lit est mesurée en utilisant un spectromètre UV-visible. Distributions de temps de résidence sont calculées à partir des essais et contre les prédictions des théories sur la dispersion en lits emballés. Écoulement biphasé sera étudiée dans son lit 5, qui contient des particules plus grandes.

Figure 1 : diagramme de processus et d’instrumentation de l’appareil.
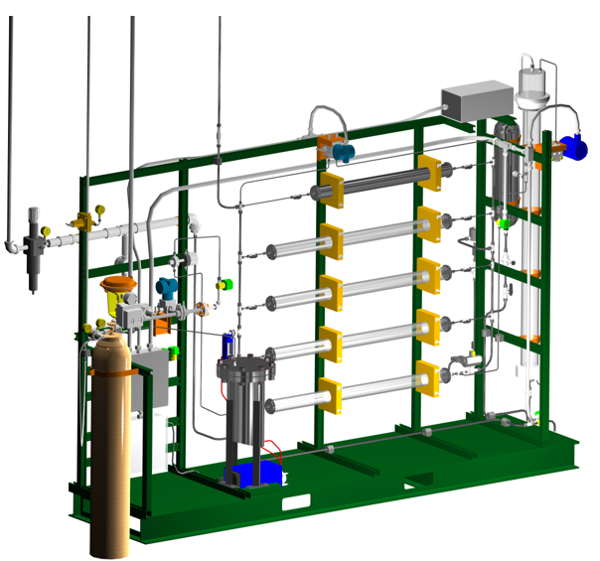
La figure 2. Rendu 3D de l’appareil. Chambre #1 est en haut, lit #5 en bas. La vanne de régulation de l’eau est sur la gauche (bonnet rouge). L’émetteur de DP est en haut au Centre (bleu).
Principles
Gaz-liquide à contre-courant lits emballés verticales (emballé colonnes) sont fréquemment utilisés dans les procédés de séparation comme la distillation, l’absorption et de décapage. 1 lits emballés horizontales contrecourant sont souvent utilisés comme réacteurs ou adsorbeurs avec un catalyseur solide ou adsorbant. Dans les deux cas (en tant que séparateurs ou réacteurs), l’emballage augmente la surface de contact de la vapeur-liquide. 1 emballage peut exister sous deux formes : sous-évaluées emballage, composé de formes géométriques simples ou au hasard de matériaux tels que des argiles, métaux ou oxydes en céramique, ou emballage structuré de métaux communs et les matières plastiques, consistant en très défini interconnectés réseaux géométriques (généralement ondulée métal ou plastique) qui permettent de réduire la chute de pression par rapport aux emballages plus sous-évaluées. 1 Toutefois, qu’elle soit horizontale ou verticale, mauvaise répartition des médecins (channeling) peuvent dégrader les performances du séparateur, réacteur ou absorbants ; parfois, différents types de distributeurs d’écoulement peuvent être employées pour atténuer les effets. 2 le monophasé garnissage ΔP peut être comparés aux prévisions de l’équation Ergun. 3
Traceurs sont les colorants qui sont injectées instantanément dans l’écoulement en amont, et dont la composition en fonction du temps est mesurée le débit en aval d’un lit. 4 les molécules de traceur mesurables sont censés pour être caractéristique de toutes les molécules qui composent l’écoulement du liquide. Le volume du traceur injecté doit être petit par rapport au volume système. Si l’écoulement parfait (pas de mélange axial) se produit dans un lit, puis le traceur injecté au temps zéro serait sortez du lit par la suite comme un pic. Pour un vrai lit, le traceur dispersera sortant du réacteur à des concentrations plus faibles sur une période plus longue. Si le débit n’est pas biotique, l’épandage sera décrite par la Gaussian distribution (Normal), avec le pic de la courbe observée dans le temps de résidence moyen. Le plus le traceur s’étale dans le temps, le pire la mauvaise répartition des médecins et généralement les plus pauvres le processus de séparation ou de réaction.
La distribution de temps de résidence (RTD) décrit la distribution de fois que les molécules peuvent passer dans le lit. Si M est la masse totale de traceur injecté dans le système, Q le débit volumétrique, et C(t) est la concentration de l’effluent, puis le bilan de masse sur le traceur est :
 (1)
(1)
Le côté gauche de l’équation (1) représente la masse de traceur dans et la partie droite massive. E (t) est la sortie de lit résidence distribution du temps (RDT), une distribution de probabilité. À l’aide de l’équation 1 pour l’intégrale, E(t) il peut être calculé comme :
 (2)
(2)
E (t) DT est la fraction (probabilité) de molécules dans le flux de sortie du temps de résidence entre t et t + dt. Les termes E-courbe et RTD sont synonymes. Pour lits emballés, le temps de résidence est lié au volume vide (produit de réacteur total volume V et de la porosité) divisé par le débit volumétrique, Q. Le temps moyen de résidence,  , peut être défini et associés à E(t)dt, la probabilité une molécule donnée entrant dans le lit à t = 0 se fermera à t:
, peut être défini et associés à E(t)dt, la probabilité une molécule donnée entrant dans le lit à t = 0 se fermera à t:
 (3)
(3)
Vu sur l’équation 3, jusqu'à a des unités de temps inverse. Parfois la courbe E sans dimension est tracée au lieu de la courbe E. Cette courbe E sans dimension, E (t/), est obtenue en multipliant la courbe E par . Sa moyenne est de 1. Un autre bon moyen de quantifier l’écart par rapport à l’écoulement piston (la « dispersion ») est de calculer la variance de la E-courbe (σ2) divisée par la moyenne quadratique :
 (4)
(4)
Cette quantité doit être invariante en ce qui concerne le débit pour un garnissage, si mauvaise répartition des médecins n’est pas présent. La plage de valeurs en raison de la diffusion moléculaire ne devrait être :
 (5)
(5)
pour Rep < 40, où Rep est la particule nombre de Reynolds, dp le diamètre moyen de particules et L lit longueur. Une plus grande valeurs expérimentales σ2 celle prédite par l’équation 5 et déviations de la distribution gaussienne indiquent mauvaise distribution de flux, comme le fait un pic « début » dans le E (t)-courbe, ou une longue queue sur le pic principal.
Dans certains cas, la nature et l’ampleur de la mauvaise répartition peuvent être observés visuellement. Cela est particulièrement vrai en écoulement diphasique. Deux modèles simples existent pour écoulement biphasé, le modèle homogène et le modèle stratifié. 3 , 5 pour une circulation homogène, les hypothèses de base qui sont la vitesse des gaz réels, UG, vitesse liquide réelle, U,L et en moyenne vitesse du mélange liquide-gaz, Utp sont égaux :
UL = UG = Utp (6)
Puis la densité en deux phases est donnée par G/Utp (G est vitesse masse), et la moyenne viscosité en deux phases, µtp, est donnée par :
Μtp-1 = μL-1 (1 - X) + μG-1 X (7)
où X est la qualité (fraction massique de la vapeur dans un mélange liquide-vapeur) et µL, μG est les viscosités des phases liquide et gazeuse respectifs.
Pour écoulement stratifié, une fois la chute de pression, porosité totale et les deux flux volumétrique taux sont connus, la fraction de volume de gaz en actif (c'est-à-dire, pas stagnante) flux, α, peut être calculé en définissant les équations Ergun (ou équations similaires pour ΔP) égal pour les deux phases. On peut alors prédire ΔP/L. Quel que soit le type de flux, les deux phases doivent avoir des chutes de pression égale parce qu’ils sont en parallèle. Le bilan massique rapporte à la vitesse en deux phases pour les vitesses de phase actuelle :
Utp = UL (1 - α) + UG (α) = G [(1 - X) / ρL + X / ρG] (8)
L’effet de l’écoulement du gaz sur le liquide est de réduire sa surface transversale effective et pour fournir une interface de presque zéro-cisaillement. L’effet de l’écoulement du liquide sur le gaz est également de réduire son aire de section efficace. Donc, écoulement biphasé réelle pression gouttes généralement dépasser de ΔP calculée simplement à mesurer ou calculer α et une équation de ΔP de garnissage (utilisant α au lieu de ε).
Procédure
1. démarrage de l’appareil
L’appareil est exploité principalement par le biais de l’interface de système de contrôle distribué. Une Perm P & ID schématique apparaît et ouverture/fermeture des vannes automatiques est point et cliquez sur.
- Pour établir le débit d’eau soit lit #4 ou #5, ouvrir les vannes d’entrée et de sortie pour le lit mis à l’essai et l’électrovanne d’alimentation en eau.
- Utilisez le régulateur de débit pour démarrer l’eau couler dans le lit, soulevant progressivement. Bons points de départ sont 400 mL/min pour lit #4 et 500 mL/min pour lit #5. Surveiller la pression différentielle entre les lits. Varier le débit pour couvrir toute la gamme possible de l’émetteur de la DP.
- Mettez en marche l’équipement de spectromètre et établir la communication avec la console de commande. Spectromètre procédures sont détaillées dans le manuel d’exploitation (SpectraSuite). L’étalonnage du spectromètre pour les normes de colorant fluorescent sera fourni.
- Effectuer un test de traceur chacun sur des lits #4 et 5 à l’aide de 50ppm colorant dans l’eau distillée comme le traceur, à un débit moyen unique pour chaque lit.
- Introduire la sonde de spectromètre dans le point d’échantillonnage de sonde (Fig. 1). À l’interface de PERM, changer statut de vanne d’injection de « Running » à « Recharger ».
- Injecter le traceur à l’aide de la seringue fournie dans la vanne de prélèvement. Modifier le statut de « Running ».
- Propre à la chambre d’injection de l’échantillon de soupape en changeant son statut de nouveau à « Recharger », démontage et chargement de la seringue avec de l’eau, puis d’injecter au moins 100 mL d’eau dans le robinet. Lorsque l’échantillon injecté a complètement quitté le lit (spectromètre absorbance retours à la ligne de base), l’état de la vanne reprendre « Running » et laisser l’eau débit à travers la vanne pendant 10-15 min à un débit élevé avant de l’utiliser.
2. chute de pression d’écoulement diphasique de mener des expériences
N’oubliez pas que les vannes d’eau pour les lits sont fermées, les vannes d’entrée et de sortie au lit #5 sont ouvertes, la soupape est ouverte, et que la vanne manuelle pour les lits de l’air est fermée.
- Ouvrir lentement le régulateur d’air pour créer un flux d’air (< 5 lb/po2 dans un premier temps). Ouvrir la vanne manuelle pour les lits de l’air.
- Régler le régulateur de débit d’eau au point de consigne souhaitée (700 mL/min) et ouvrez la vanne manuelle. Route eau/débit d’air pour séparateur de gaz-liquide (voir système de valves à la figure 1).
- Confirmer que l’eau sort à l’égout. Fermer la vanne d’évacuation pour une période de temps pour bâtir une tête de liquide dans le séparateur de gaz-liquide. Cela se traduira par la meilleure séparation de l’air et l’eau.
- Ajuster le débit d’air (généralement < 2 SCFM) comme désiré avec le régulateur de pression et le compteur d’essai sec sur la ligne de sortie de gaz. Fermez le robinet de vidange pour de courtes périodes de temps pour obtenir un flux de gaz bonne lecture sur le compteur d’essai humide.
- Réalisent des débits diphasiques pression goutte (utilisation DP émetteur) expériences utilisant lit #5, à plusieurs taux d’air. Essayer de couvrir la portée de l’émetteur de la DP. Débrancher le compteur d’essai sèche si vous voyez l’eau sortant de la ligne de sortie de gaz.
Résultats
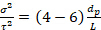
Obtenir la RTD (E-courbes, à l’aide d’équations 1 - 2) après en soustrayant un niveau de référence approprié (si nécessaire) les signaux de spectromètre. Un exemple de correction de base pour lit #3 (non utilisée ici) est à la Figure 3. À l’aide d’équations 1-3, calculer la porosité moyenne, la masse de traceur, temps de séjour moyen, variance et divisé par la moyenne quadratique de la masse de traceur de RTDs. Comparez calculée avec masse injectée - si elles ne sont pas la précision attendue, examiner comment le Référence a été déterminée dans les mesures du spectromètre (et peut-être déterminer différemment). Examiner comment la variance se compare à la prédiction de la théorie de la dispersion (équations 4-5) ; déviations correspondent aux canalisation excessive.
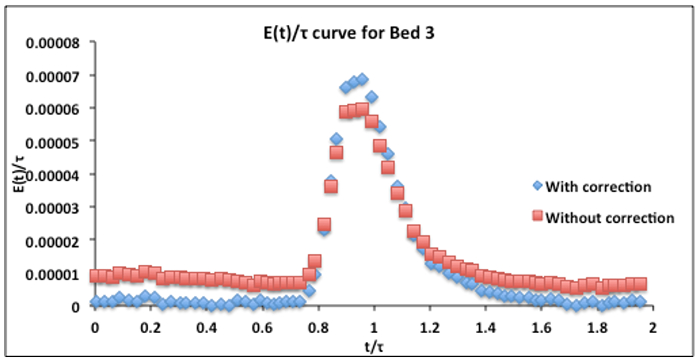
Figure 3 . Chambre #3 sans dimension RTD E courbe (390 mL/min, injection de traceur de 50ppm) avec et sans correction de la ligne de base. Le calcul des équations 2 et 3 a été de 3,6 min. La correction de base a été effectuée en soustrayant les valeurs de base moyen deux, un avant et un après le maximum. Celle qui la précède a été soustraite de toutes les valeurs antérieures au maximum, l’autre après a été subtraced de toutes les valeurs après le maximum.
Fois les porosités des lits (équation 3) ont été trouvées, l’équation de Ergun peut être utilisée pour prédire la ΔP pour les expériences d’écoulement de l’eau. Le diamètre moyen de particules doit d’abord être calculé. Parce que les particules faites glisser est liée à la zone pour l’écoulement, la pondération de la zone de la surface (d2) est généralement la meilleure façon d’obtenir le diamètre moyen d’un éventail de particules. Le diamètre moyen peut être calculé comme suit, en obtenant les diamètres de particules de l’information contenue dans la liste du matériel (ωj’ai est la fraction de poids des particules de diamètre dj’ai) :
 (9)
(9)
Les porosités calculées peuvent être utilisées pour identifier la cause des éventuels décalages entre prédites (par l’équation de Ergun) et mesurée de ΔP. Par exemple, la porosité minimale avec les sphères compacte est de 0,36. Il est peu probable que n’importe quel réel ε de l’utilisation d’une lit d’ensemble est inférieure à 0,3. Prévu de ΔP >> ΔP réelle suggère channeling (court-circuit) le long des murs ou dans la partie supérieure du lit en cas de règlement. Ces phénomènes seraient traduirait par une faible ε calculée à partir de la courbe E, menant à de haute ΔP prédit. C’est le cas dans la Figure 4 pour les deux lits #3 et 4. Remarque que les plus attendus de ε = 0,36 reproduit les résultats Ergun, équation sauf à un débit très élevé, où un pourcentage élevé du flux a été à travers les régions basses de désaturation. Cette canalisation peut effectivement être observée dans l’expérience.
Figure 4 . Expérimental ΔP de par rapport aux prévisions de l’équation d’Ergun, tous deux à ε = 0,36 et la ε valeurs déterminées par les courbes E.
Prévu de ΔP << ΔP réelle suggère channeling uniquement par le biais de la partie inférieure du lit, ou obstruction partielle lit. Pour ces lits, il est peu probable.
Pour les écoulements polyphasiques, calculer prédit ΔP par flot homogène et théories d’écoulement stratifié à l’aide d’équations 6-9. Pour l’écoulement stratifié, on doit résoudre l’équation Ergun et équation 9 simultanément pour obtenir α, instituant Ergun ΔP/L (liquide) = Ergun ΔP/L (gaz). Puis comparez calculée vs de ΔP réelle et voir quelle théorie s’applique mieux, ou si en fait une théorie s’applique. Autres régimes d’écoulement (par exemple, limace, brume ou flux pétillante inhomogènes) sont possibles, comme le sont les distorsions de flux majeurs en raison de la canalisation, qui est souvent plus répandues dans les écoulements polyphasiques.
Pour des écoulements polyphasiques à travers lit #5, le ΔP calculé à l’aide de théorie des flux homogène s’avérer meilleures que celles utilisant la théorie de l’écoulement stratifié (tableau 1), même si comme on le voit ni théorie s’applique exactement. Le ΔP réel élevé suggère channeling sévère dans un lit horizontal au cours de l’écoulement diphasique - le liquide est limité à une petite partie de la section transversale. En effet, les fractions de volume de gaz estimées par inspection visuelle avait l’air d’être au moins 0,90. Le liquide était aussi confiné à la région de non-mur de désaturation inférieure, ce qui augmente la ΔP. Les résultats reflètent les limitations des modèles rhéologiques plus simples pour les débits diphasiques et pourquoi des modèles beaucoup plus sophistiqués de microrheological trouvent plus utilisent aujourd'hui.
Tableau 1 : Pression et le volume de gaz fractions α drops en écoulement diphasique, lit #5.
| Q l’eau | Q air | Q air | Α (stratifié) |
ΔDP (stratifié) lb/po2 |
ΔDP (homogène) lb/po2 |
ΔDP (réel) lb/po2 |
| mL/min | ft3/min | mL/min | ||||
| 1100 | 1,62 | 45900 | 0,58 | 2.2 | 12 | 17 |
| 1100 | 1.26 | 35700 | 0,47 | 1.7 | 10 | 14 |
| 1100 | 1.11 | 31400 | 0,38 | 1.5 | 9.5 | 11 |
| 1100 | 0,930 | 26300 | 0,19 | 1.3 | 8.6 | 8 |
| 500 | 0,73 | 20700 | 0,58 | 0,66 | 3.4 | 12 |
| 500 | 0,50 | 14200 | 0,47 | 0,50 | 2.7 | 9 |
| 500 | 0,39 | 11000 | 0,38 | 0.40 | 2.7 | 6 |
| 500 | 0,16 | 4250 | 0,19 | 0,29 | 1.4 | 3 |
Applications et Résumé
Dans cette expérience la viscosimétrie réelle de l’horizontal emballé lits, tous deux en flux unique et en deux phases, a été comparée aux modèles théoriques les plus simples pour la chute de pression et de la dispersion (flux de diffusion dans le sens axial, s’écartant des écoulement piston). L’utilité des tests de traceur dans la détection de mauvaise distribution (« channeling ») dans ces lits a été démontrée, et il a même été démontré que certaines mesures calculées à partir des essais de traceur peuvent donner une idée de la cause de la canalisation. Ces calculs en utilisant les tests de traceur, comme le calcul de la courbe E, sont généralement appelés « distribution de temps de résidence » la théorie (RTD).
Canalisation en monophasé débit peut se produire le long des murs ou toute autre région de désaturation faible, par exemple, en cas de s’installer dans un lit horizontal. Canalisation en écoulement diphasique imputables à des causes plus complexes, et comme on le voit simple théories écoulement biphasé prédisent rarement pression chute dans des lits. Canalisation augmente les coûts de séparation en aval ou peut endommager le produit. L’objectif de conception est toujours de minimiser l’étendue de la canalisation en trouvant le lit optimale et les diamètres de particules pour une donnée Q désiré et d’emballage d’un lit de façon à minimiser une sédimentation.
La méthode de traceur d’essai est un moyen simple de quantifier la RDT. Toutefois, les traceurs sont rarement les mêmes molécules que celui utilisé dans le processus (quoique cela puisse être proches, si les isotopes sont utilisés). Par conséquent, les molécules de traceur ne peuvent pas se comporter en exactement de la même manière que les molécules des réactifs ou adsorbée dans la phase liquide. En particulier, il est important que le traceur pas s’adsorber sur les particules solides, parce qu’alors il ne peut pas être entièrement caractéristique d’une molécule de fluide .
Le temps que chaque molécule d’un réactif passe à l’intérieur d’un réacteur chimique est un déterminant important de la conversion macroscopique et la sélectivité du produit désiré. La présence de « zones mortes » (régions de circulation stagnante) conduisent souvent à des plus pauvres que les sélectivités attendues, même lorsque les conversions ne sont pas beaucoup touchés. Il s’agit d’une des raisons pourquoi la théorie RTD est si importante dans la conception du réacteur. 4
Traceurs sont également utilisés par l’environnement et ingénieurs pétroliers afin de caractériser la structure souterraine emballage solide. Dans ces applications, deux puits sont forés à quelque distance les uns ; un traceur est injecté en une seule et récupéré à l’autre. Parce que la terre sous la surface est très hétérogène, que les profils d’effluents (E-courbes) sont généralement asymétriques, indiquant la présence de chemins d’écoulement préférentiel. Ces renseignements aident à caractériser la structure des couches souterraines, qui est important pour la modélisation des transports récupération et contaminant de pétrole dans les eaux souterraines.
En génie de l’environnement, l’utilisation de traceurs de partitionnement peut être utilisée pour localiser et quantifier les contaminants organiques dans les couches souterraines. Un traceur inerte est injecté pour caractériser la phase (aqueuse) qui coule entre deux puits. Un traceur de partitionnement est ensuite injecté, partitionnement préférentiellement dans une phase de contaminants organiques s’il en existe. Le traceur est assez léger pour qu’elle diffusera finalement hors de la phase organique. Ce comportement se manifeste comme un temps de retard par rapport au traceur inerte, et comparaison de ces deux peut être utilisée pour déduire le volume de la phase organique stagnant présent.
Écoulements polyphasiques sont également fréquents dans les centrales électriques, dans les réacteurs, les applications non-adsorbeur. Un exemple est bouillant de transfert de chaleur, avec la vapeur créée dans une chaudière. Ils sont également trouvés dans toutes les colonnes de distillation, absorbeurs et décapants, mais dans une configuration verticale plutôt qu’horizontale.
Liste du matériel
| Nom | Compagnie | Numéro de catalogue | Commentaires |
| Matériel | |||
| Perles de verre de 3 # – de lit | Grainger | maille de 25-40 (50 %)
60-120 mesh (50 %) |
Emballé en parallèle |
| Chambre #4 – billes de verre et le souffle de sable | Grainger | 60-120 mesh (90 %) - verre
80-120 mesh (6 %) - verre 120-200 mesh (4 %) - sable |
Mélangés ensemble |
| Lit de perles de verre #5 – | Grainger | maille de 5-10 | |
| Compteur de test sec | Singer | Modèle 803 | |
| Spectromètre UV-visible à fibre optique | Ocean Optics | Modèle USB2000 | Comprend la source lumineuse Ocean Optics DT-1000 |
| Tubes à essai | VWR | 10 mL | Pour l’étalonnage |
| Réactifs | |||
| Jaune/vert colorant fluorescent | Cole-Parmer | 0298-17 | Utilisé pour constituer des solutions de traceur |
References
- Encyclopedia of Chemical Engineering Equipment." Distillation Columns. http://encyclopedia.che.engin.umich.edu/Pages/SeparationsChemical/DistillationColumns/DistillationColumns.html. Accessed 9/22/16.
- Encyclopedia of Chemical Engineering Equipment." Absorbers. http://encyclopedia.che.engin.umich.edu/Pages/SeparationsChemical/Absorbers/Absorbers.html. Accessed 9/22/16.
- Nevers, N., Fluid Mechanics for Chemical Engineers, 3rd Ed., McGraw-Hill, 2004, Ch. 11. A derivation can be found in: M.M. Denn, "Process Fluid Mechanics", Prentice-Hall, 1980, Ch. 4.
- Fogler, H.S., "Elements of Chemical Reaction Engineering", Prentice-Hall, 2006, Ch. 13.1-13.3 and 14.3-14.4 (dispersion models); Levenspiel, O., "Chemical Reaction Engineering", 3rd Ed., John Wiley, 1999, Ch. 11 and 13 (dispersion models); Missen, R.W., Mims, C.A., and Saville, B.A., "Introduction to Chemical Reaction Engineering and Kinetics", John Wiley, 1999, Ch. 19 and 20.1.
- Levy, S., "Two Phase Flow in Complex Systems", John Wiley, 1999, Ch. 3.
Passer à...
Vidéos de cette collection:

Now Playing
Écoulement monophasique et diphasique dans une colonne à garnissage
Chemical Engineering
18.9K Vues

Test de l'efficacité du transfert de chaleur d'un échangeur de chaleur à ailettes et à tubes
Chemical Engineering
17.9K Vues

Utilisation d'une étuve à plateaux pour étudier le transfert de chaleur par convection et par conduction
Chemical Engineering
43.9K Vues

Viscosité des solutions de propylène glycol
Chemical Engineering
32.7K Vues

Porosimétrie d'une poudre de silice et d'alumine
Chemical Engineering
9.6K Vues

Démonstration de la loi de puissance grâce à l'extrusion
Chemical Engineering
10.0K Vues

Absorbeur de gaz
Chemical Engineering
36.6K Vues

Équilibre vapeur-liquide
Chemical Engineering
88.6K Vues

L'effet du taux de reflux sur l'efficacité de la distillation en plateaux
Chemical Engineering
77.6K Vues

Efficacité de l'extraction liquide-liquide
Chemical Engineering
48.4K Vues

Réacteur à phase liquide : Inversion du saccharose
Chemical Engineering
9.7K Vues

Cristallisation de l'acide salicylique par modification chimique
Chemical Engineering
24.2K Vues

Cinétique de la polymérisation par addition
Chemical Engineering
16.1K Vues

Réacteur catalytique : Hydrogénation de l'éthylène
Chemical Engineering
30.3K Vues

Évaluation du transfert de chaleur d'un Spin-and-Chill
Chemical Engineering
7.4K Vues
À PROPOS DE JoVE
Copyright © 2025 MyJoVE Corporation. Tous droits réservés.