Demonstration of the Power Law Model Through Extrusion
Overview
Source: Kerry M. Dooley and Michael G. Benton, Department of Chemical Engineering, Louisiana State University, Baton Rouge, LA
Polymer melts are often formed into simple shapes or "extrudates", such as cylindrical pellets, flat sheets, or pipe, using an extruder.1 Polyolefins are among the most common extrudable polymers. Extrusion involves transporting and melting solid feed, which is sometimes mixed with non-polymeric materials, and the pressure build-up and transport of the melt or mixture. It is applied to thermoplastic polymers, which deform when heated and resume their earlier "no-flow" properties when cooled.
Using a simple lab extruder, the effect of operating conditions on polymer output and pressure drop can be examined and the resulting data can be correlated using the "Power Law" model for flow of polymer melts and solutions. This model is used to scale up the process to more complex extruders. The relationship between operating conditions and the deviations from theoretical displacement behavior ("slippage") and extrudate shape ("die swell") can be determined.
In this experiment, a typical thermoplastic polymer, such as a high-density polyethylene (HDPE) copolymer (of ethylene + a longer chain olefin) will be used. The operating temperature for the die and zones depend on the material. The flow rate can be determined by weighing the die output at timed intervals. All other necessary data (screw speed, zone temperatures, pressure entering the die) can be read from the instrument panel.
Principles
Extruders exist in both single and twin-screw designs, with the latter being more commonly used in industry. Extrudable polymers include PVC, polyethylene, polypropylene, olefin copolymers, and ABS (acrylonitrile-butadiene-styrene). Thinner shapes, such as films or thin walls (e.g., milk bottles) are normally formed by blow molding. Complex thick shapes, such as car body parts, are normally formed by injection molding. However, extruders are still used to feed the polymer into the injection molds.
The extruder (Figure 1) is comprised of a cylindrical chamber (the "barrel") with resistive heating elements and a helical screw which rotates along the center-line inside. The screw's channels (between the flights) are wide at the feeder end to promote mixing and melting but their widths decrease along the length, to promote pressure buildup into the die. The flights also increase in height such that the clearance between flight and barrel is small. The screw is designed to ensure steady transport from the feeder, allow for reduction in volume as the pellets melt, build up pressure, and transport the melt through the die.

Figure 1. Schematic of the extruder assembly. TIC = temperature-indicating controller, PI = pressure indicator. The die is cylindrical, 12.5 mm long by 2 mm inside diameter.
The flow behavior of a polymer melt changes with shear rate, temperature, and pressure. The fluid viscosity decreases with both increasing shear rate and temperature - it is NOT Newtonian. This property ("viscoelasticity") is important in terms of processing and design.1,2
The viscoelastic behavior of polymer melts is described by the Power Law model, which contains two empirical constants, the modulus of viscosity, m, and the index n. The parameter m is a strong function of temperature, whereas the parameter n may vary with temperature. The parameters can also vary with shear rate over large ranges. The Power Law model for the shear stress (flow in the z-direction, stress propagation in the r-direction) in the die is:
 (1)
(1)
When this equation for the stress is substituted into the z-direction equation of motion, and only the τrz viscous stress and z-pressure derivative retained (the left-hand side inertial terms are negligible for most polymer flows because the viscosities are so high), there results an ordinary differential equation that can be solved to yield:
 (2)
(2)
where ΔP is the pressure drop through the die, and L and R are the die length and radius, respectively.
Procedure
For this experiment, a typical thermoplastic copolymer (ExxonMobil Paxon BA50, melt temperature ~204 °C) of high-density polyethylene (HDPE) plus a longer chain olefin will be extruded through a cylindrical die.
1. Initialize the Extruder
- Turn the exhaust "ON" when you are ready to power up the extruder.
- Fill the hopper and extruder with polymer pellets.
- Make sure that the motor switch is "OFF". Then turn the main switch "ON".
- Set the die temperature between 220 - 250 °C, the zone 1 temperature 5 - 20 °C above the melt temperature, and the zone 2 temperature between the zone 1 temperature and the die temperature using the up/down keys on the panel.
- After the temperatures of all heated zones reach their set points, wait for a minimum of 1 h to melt the polymer inside the extruder. This is called the "heat-soak", and it is critcally important because any solid left in the melt will exert an excessively high pressure on the die, resulting in unsteady flows.
2. Operating the Extruder
- Turn the motor "ON" using both switches.
- Set the desired speed. Start with a low RPM and gradually increase the RPM as the polymer exits the die, until the desired speed is reached. A speed range of 10 - 100 RPM is recommended, but this is highly temperature-dependent. Do not exceed 3,000 psi die pressure under any circumstances. The psi should be <2,500 psi.
- Run the extruder for ~10 min after reaching the desired speed. Periodically check the hopper to ensure it has resin pellets.
- Pre-weigh a measuring pan for sample collection.
- Measure the flow rate by cutting the extrudate with scissors and collecting what exits from the die during measured time intervals in the measuring pan. The die is extremely hot and should not be touched without safety gloves.
- Weigh the mass of the extrudate and measure the diameter of the extrudate ribbon with a micrometer.
- Switch the motor to a different speed, and wait ~10 min before collecting data.
- If working at more than one die temperature, wait 15 min after the new die temperature is reached before collecting data. Lower the speed initially if you raise the die temperature to avoid wasting polymer during the transition.
- Repeat flow rate measurements for different operating conditions.
3. Shutting down the Extruder
- After collecting all desired data, turn "OFF" both extruder motor switches.
- Then turn "OFF" the main switch.
Results
The Q vs. ΔP relationship was calculated using the Power Law model, and ir takes on a simple form for flow in a conduit of simple geometry, which in this case is the die. From the flow, speed, and temperature measurements, the Power Law constants and other quantities, such as shear rate, shear stress, and degree of slippage were calculated. Representative data and a fit to Equation 2 by linear regression are shown in Figure 2. The data spanned the following ranges: mass flow = 11 - 28 g/min, shear rate (at wall) = 35 - 85 s-1, viscosity (at wall) = 760 - 460 Pa·s.
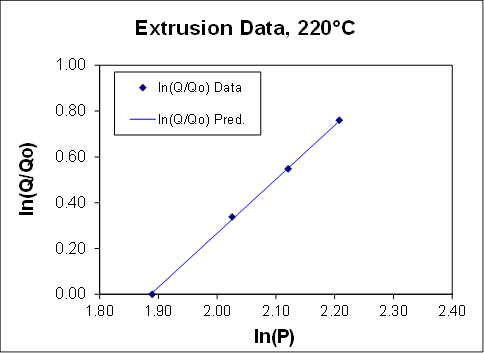
Figure 2: Results depicting the relationship between pressure (P) and flow rate (Q).
The linear regression fit was good (R2 = 0.9996). However, in order to apply linear regression to Equation 2 the log ratio of Q to Q0 (Q0 can be any data point, but the lowest Q was used here) was regressed, which lost a degree of freedom. This is not the case for nonlinear regression, which indicates that nonlinear regression should give a better fit. The Power Law index and modulus of viscosity were calculated from the data shown. The power law index (n) was determined to be 0.42 and the modulus of viscosity (m) was determined to be 2.2 x 10-2 MPa*sn.
Flow rate appeared to have some slight effect on the die swell ratio. However, increasing the flow rate had no effect on polymer slippage, at least for the data in Figure 3.
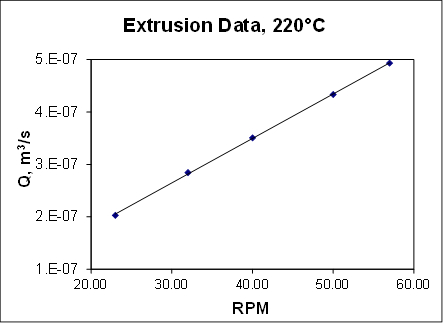
Figure 3: Relationship between volumetric flow rate (Q) and speed in RPM.
Application and Summary
Polymer extrusion begins by melting polymer resins that enter the extruder through the hopper. The flow of the molten polymer depends on the viscosity (ratio of shear stress to shear rate) behavior of the substance. The polymer leaves through the die, and is shaped to desired dimensions. The flow of polymer is expected to follow the Power Law model.
In this experiment, the mechanics of the Power Law model, including how it is used in conjunction with the z-direction equation of motion to analyze the flow of a non-Newtonian fluid, and how greatly the flows and viscosities change in response to screw speed and T were observed. Viscoelastic fluids have a Power Law index <1 whereas for Newtonian fluids, the index is 1. This indicates that as the speed increases, the viscosity decreases and less power/mass is required for the melt to flow.
Extrusion is a primary process for creating many types of pipes and tubing, films, wire insulation, coatings, and other plastic products.1 Extrudable products include polyvinyl chloride (PVC), commonly used for piping, polyethylene and its copolymers, which often used for packaging, polypropylene, ABS, acetals, and acrylics.1
Extrusion is an efficient process for converting polymers into simple shapes. However, many extruders also function to mix non-polymeric materials with polymers. The helical flow through the flights promotes efficient mixing. Such non-polymeric additives include plasticizers (organic compounds used to lower the viscosity and make the product more ductile), antioxidants, and flame retardants. Even inorganic fillers such as carbons, clays and talc can be added, within limits (because they don't melt). Fillers modify the mechanical properties of the final product, often imparting more toughness.
Other extrusion processes, such as blown film extrusion and over-jacketing extrusion, can create unique products, but they are more specialized for a limited range of products. A key use for extruders is to feed the products to either blow or injection molders. Injection molding makes a wide variety of complex products ranging from car body and under-hood parts to toys to gears. Over-jacketing extrusion is used to coat electrical wires, while tubing extrusion (annular die) creates industrial and residential piping. Plastic sheets are created by flow through a die that looks similar to a coat hanger.1
Extruders are also frequently used in food processing. Products such as pasta, bread, and cereals are extruded in mass quantities. Starches are most commonly processed in food extrusion due to their moisture content and viscosity profile. The process of melting in plastic extrusion becomes the process of cooking in food production. Other food products created through extrusion are confectionaries, cookie doughs, and pet foods.
Materials List
| Name | Company | Catalog Number | Comments |
| Equipment | |||
| Single-Screw Extruder | SIESCOR | 3/4" diameter screw, L/D ratio = 20 | |
| LLDPE | Dow | LLD2 | Alternative polymer to BA50, melting temperature= 191 °C, s.g. = 0.930 |
| HDPE Copolymer | ExxonMobil | Paxon BA50 | Melting temperature= 204 °C, s.g. = 0.949 |
| ¼ HP DC Motor | MINARIK | Single reduction worm gear reducer, ratio 31:1 |
References
- Principles of Polymer Processing, Z. Tadmor and C.G. Gogos, Wiley Intersicence, Hoboken, 2006 (Ch. 3, 4, 6, 9-10); Analyzing and Troubleshooting Single Screw Extruders, G. Campbell and M.A. Spalding, Carl Hanser, Munich, 2013 (Ch. 1, 3, A3).
- Transport Phenomena by R.B. Bird, W.E. Stewart, and E.N. Lightfoot, John Wiley, New York, 1960 (Ch. 2-3) and Process Fluid Mechanics by M.M. Denn, Prentice-Hall, Englewood Cliffs, 1980 (Ch. 2, 8, 19)
Tags
Skip to...
Videos from this collection:

Now Playing
Demonstration of the Power Law Model Through Extrusion
Chemical Engineering
10.0K Views

Testing the Heat Transfer Efficiency of a Finned-tube Heat Exchanger
Chemical Engineering
17.9K Views

Using a Tray Dryer to Investigate Convective and Conductive Heat Transfer
Chemical Engineering
43.9K Views

Viscosity of Propylene Glycol Solutions
Chemical Engineering
32.6K Views

Porosimetry of a Silica Alumina Powder
Chemical Engineering
9.6K Views

Gas Absorber
Chemical Engineering
36.5K Views

Vapor-liquid Equilibrium
Chemical Engineering
88.3K Views

The Effect of Reflux Ratio on Tray Distillation Efficiency
Chemical Engineering
77.6K Views

Efficiency of Liquid-liquid Extraction
Chemical Engineering
48.4K Views

Liquid Phase Reactor: Sucrose Inversion
Chemical Engineering
9.6K Views

Crystallization of Salicylic Acid via Chemical Modification
Chemical Engineering
24.2K Views

Single and Two-phase Flow in a Packed Bed Reactor
Chemical Engineering
18.9K Views

Kinetics of Addition Polymerization to Polydimethylsiloxane
Chemical Engineering
16.1K Views

Catalytic Reactor: Hydrogenation of Ethylene
Chemical Engineering
30.3K Views

Evaluating the Heat Transfer of a Spin-and-Chill
Chemical Engineering
7.3K Views
Copyright © 2025 MyJoVE Corporation. All rights reserved