압출을 통한 멱 법칙 모델 시연
Overview
출처: 케리 M. 둘리와 마이클 G. 벤턴, 화학 공학부, 루이지애나 주립 대학, 배턴 루지, LA
폴리머 용융은 종종 압출자를 사용하여 원통형 펠릿, 평평한 시트 또는 파이프와 같은 간단한 모양 또는 "압출"으로 형성됩니다. 1 폴리올핀은 가장 흔한 압출 가능한 폴리머 중 하나입니다. 압출은 때때로 비 중합체 물질과 혼합되는 고체 사료를 운반하고 녹는 것을 포함하며, 용융 또는 혼합물의 압력 축적 및 수송을 포함한다. 열가소성 폴리머에 적용되며, 가열시 변형되어 냉각시 이전의 "유동 금지" 특성을 다시 시작합니다.
간단한 실험실 압출기를 사용하여, 폴리머 출력 및 압력 강하에 대한 작동 조건의 효과를 검사할 수 있으며, 그 결과 데이터는 폴리머 용융 및 용액의 흐름에 대한 "전력법" 모델을 사용하여 상관관계가 있을 수 있다. 이 모델은 프로세스를 보다 복잡한 압출기로 확장하는 데 사용됩니다. 작동 조건과 이론적 변위 동작("미끄러짐") 및 압출 모양("다이 팽창")의 편차 사이의 관계를 결정할 수 있습니다.
본 실험에서, 고밀도 폴리에틸렌(HDPE) 공중합체(에틸렌 + 더 긴 체인 올레핀)와 같은 전형적인 열가소성 폴리머가 사용될 것이다. 다이 및 구역의 작동 온도는 재료에 따라 다릅니다. 유량은 시간 지정된 간격으로 다이 출력을 계량하여 결정할 수 있습니다. 다른 모든 필요한 데이터(나사 속도, 구역 온도, 다이에 들어가는 압력)는 계기판에서 읽을 수 있습니다.
Principles
압출기는 단일 및 트윈 나사 디자인모두에 존재하며, 후자는 산업에서 더 일반적으로 사용됩니다. 압출 가능한 폴리머에는 PVC, 폴리에틸렌, 폴리프로필렌, 올레핀 중합체 및 ABS(아크릴로니톨-부타디엔 스티렌)가 포함됩니다. 필름이나 얇은벽(예:우유 병)과 같은 얇은 모양은 일반적으로 블로우 성형에 의해 형성됩니다. 차체 부품과 같은 복잡한 두꺼운 모양은 일반적으로 사출 성형에 의해 형성됩니다. 그러나, 압출기는 여전히 사출 금형으로 폴리머를 공급하는 데 사용된다.
압출기(그림 1)는 저항가열원소와 내부의 중심선을 따라 회전하는 헬리컬 나사가 있는 원통형 챔버("배럴")로 구성됩니다. 나사의 채널 (비행 사이)은 믹싱과 용융을 촉진하기 위해 피더 끝에 넓지만 폭은 길이에 따라 감소하여 다이로 압력 축적을 촉진합니다. 비행과 배럴 사이의 간격이 작아지는 등 고도도 증가합니다. 나사는 피더에서 꾸준한 수송을 보장하고, 펠릿이 녹으면 부피를 줄여주고, 압력을 가하고, 다이를 통해 용융을 운반하도록 설계되었습니다.

그림 1. 압출기 어셈블리의 회로도. TIC = 온도 표시 컨트롤러, PI = 압력 표시기. 다이는 원통형, 12.5mm 길이의 2mm 내부 직경입니다.
폴리머 용융의 흐름 거동은 전단 속도, 온도 및 압력으로 변화합니다. 유체 점도는 전단 속도와 온도 증가와 함께 감소 - 그것은 뉴턴 아니다. 이 속성("점성")은 가공 및 설계 측면에서 중요합니다. 1,2
폴리머 용융의 점탄성 거동은 두 가지 실증상상, 점도, m및 인덱스 n의계수를 포함하는 파워 법 모델에 의해 설명된다. 파라미터 m은 온도의 강한 함수이지만 매개 변수 n은 온도에 따라 다를 수 있습니다. 매개 변수는 넓은 범위에 걸쳐 전단 속도에 따라 다를 수 있습니다. 다이에서 전단 응력 (z 방향의 흐름, r 방향의 응력 전파)에 대한 전원 법 모델은 다음과 같은 것입니다.
 (1)
(1)
응력에 대한 이 방정식이 모션의 z 방향 방정식으로 대체되고, 응력rz 점성 응력 및 z-압력 유도체만 유지되는 경우(점도가 너무 높기 때문에 대부분의 폴리머 흐름에 대해 좌측 관성 용어는 무시할 수 있음), 수율로 해결할 수 있는 일반 차동 방정식이 생성됩니다.
 (2)
(2)
여기서 ΔP는 다이를 통해 압력 강하이고, L과 R은 각각 다이 길이와 반경이다.
Procedure
이 실험을 위해, 고밀도 폴리에틸렌(HDPE)의 전형적인 열가소성 중합체(ExxonMobil Paxon BA50, 용융 온도 ~204°C)와 더 긴 체인 올레핀이 원통형 다이를 통해 압출된다.
1. 압출기 초기화
- 압출기에 전원을 공급할 준비가 되면 배기 "ON"을 켭니다.
- 호퍼와 압출기를 폴리머 펠릿으로 채웁니다.
- 모터 스위치가 "OFF"인지 확인합니다. 그런 다음 기본 스위치 "ON"을 켭니다.
- 다이 온도를 220-250°C, 구역 1 온도 5-20°C 이상 용융 온도, 그리고 패널상상/아래 쪽 키를 사용하여 구역 1 온도와 다이 온도 사이의 영역 2 온도를 설정합니다.
- 모든 가열 된 영역의 온도가 설정 점에 도달하면 압출기 내부의 폴리머를 녹일 때까지 최소 1 h를 기다립니다. 이것은 "열 흡수"라고하며, 용융에 남아있는 고체가 다이에 지나치게 높은 압력을 가하여 불안정한 흐름을 초래하기 때문에 크리티칼이 중요합니다.
2. 압출기 작동
- 두 스위치를 사용하여 모터 "ON"을 켭니다.
- 원하는 속도를 설정합니다. 낮은 RPM으로 시작하여 중합체가 다이를 나갈 때 원하는 속도에 도달할 때까지 RPM을 점차적으로 증가시킵니다. 10 - 100 RPM의 속도 범위를 권장하지만 온도에 따라 다릅니다. 어떤 상황에서도 3,000 psi 다이 압력을 초과하지 마십시오. psi는 <2,500 psi여야 합니다.
- 원하는 속도에 도달한 후 압출기는 ~10분 동안 실행합니다. 주기적으로 호퍼를 확인하여 수지 펠릿이 있는지 확인하십시오.
- 샘플 수집을 위한 측정 팬의 사전 계량.
- 가위로 압출을 절단하고 측정 팬의 측정 시간 간격 동안 다이에서 빠져나가는 것을 수집하여 유량을 측정합니다. 다이는 매우 뜨겁고 안전 장갑없이 만져서는 안됩니다.
- 압출물의 질량을 계량하고 마이크로미터로 압출 리본의 직경을 측정합니다.
- 모터를 다른 속도로 전환하고 데이터를 수집하기 전에 ~10 분 기다립니다.
- 하나 이상의 다이 온도에서 작업하는 경우, 데이터를 수집하기 전에 새로운 다이 온도에 도달 한 후 15 분 기다립니다. 전환 시 폴리머를 낭비하지 않도록 다이 온도를 올리면 처음에는 속도를 낮춥다.
- 다양한 작동 조건에 대해 반복 유량 측정을 반복합니다.
3. 압출기 종료
- 원하는 모든 데이터를 수집한 후 두 압출기 모터 스위치 "OFF"를 끕니다.
- 그런 다음 주 스위치 "OFF"를 켭니다.
Results
Q 대 ΔP 관계는 전원 법 모델을 사용하여 계산되었으며 ir은 간단한 형상의 도관에서 흐름에 대한 간단한 형태를 취하며,이 경우 다이입니다. 흐름, 속도 및 온도 측정에서 전단 속도, 전단 응력 및 미끄러짐 정도와 같은 전력법 상수 및 기타 수량을 계산했습니다. 대표적인 데이터와 선형 회귀에 의한 방정식 2에 대한 적합성은 도 2에표시됩니다. 데이터는 질량 흐름 = 11 - 28 g / min, 전단 속도 (벽에서) = 35 - 85 s-1,점도 (벽) = 760 - 460 Pa/s에 걸쳐 있습니다.
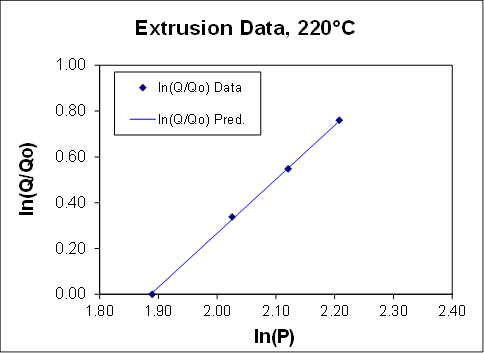
그림 2: 압력(P)과 유량(Q) 간의 관계를 묘사한 결과입니다.
선형 회귀 적합도가 좋았다(R2 = 0.9996). 그러나, 방정식 2에 선형 회귀를 적용하기 위해 Q ~Q0의 로그 비율은 (Q0은 데이터 포인트일 수 있지만 여기서 가장 낮은 Q가 사용되었습니다)는 회귀되어 자유의 정도를 잃었습니다. 비선형 회귀는 비선형 회귀가 더 잘 어울린다는 것을 나타내는 경우는 아닙니다. 전력법 지수와 점도의 계수는 표시된 데이터에서 계산되었습니다. 전력법 지수(n)는 0.42로 결정되었고 점도(m)의 계수는 2.2 x 10-2 MPa*sn으로결정되었다.
유량은 다이 팽창 비율에 약간의 영향을 미치는 것으로 나타났다. 그러나, 유량을 증가시켜 폴리머 미끄러짐에 영향을 미치지 않았으며, 적어도 도 3의데이터에 대해서는 영향을 미치지 않았다.
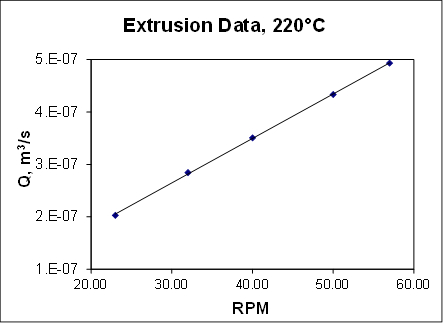
그림 3: 볼륨 유량(Q)과 RPM의 속도 간의 관계입니다.
Application and Summary
중합체 압출은 호퍼를 통해 압출기에 들어가는 폴리머 수지의 용융으로 시작됩니다. 용융 된 폴리머의 흐름은 물질의 점도 (전단 응력대 전단 속도의 비율) 거동에 따라 달라집니다. 폴리머는 다이를 통해 나뭇잎, 원하는 치수에 형성된다. 중합체의 흐름은 전력법 모델을 따를 것으로 예상된다.
본 실험에서, 비뉴턴 유체의 흐름을 분석하기 위해 동작의 z 방향 방정식과 함께 사용되는 방법과 나사 속도와 T에 대한 응답으로 흐름과 점도가 얼마나 크게 변화하는지를 포함하여 전력법 모델의 역학이 관찰되었다. 점성 유체는 파워 법 지수 <1을 가지는 반면 뉴턴 유체의 경우 지수는 1입니다. 이는 속도가 증가함에 따라 점도가 감소하고 용융이 흐르기 위해서는 전력/질량이 적게 필요하다는 것을 나타냅니다.
압출은 파이프 및 튜브, 필름, 와이어 절연, 코팅 및 기타 플라스틱 제품의 많은 유형을 만드는 기본 프로세스입니다. 1 압출 제품에는 일반적으로 배관, 폴리에틸렌 및 포장, 폴리 프로필렌, ABS, 아세트 및 아크릴에 사용되는 폴리 염화 비닐 (PVC)이 포함됩니다. 1
압출은 폴리머를 단순한 모양으로 변환하는 효율적인 프로세스입니다. 그러나, 많은 압출기는 또한 폴리머와 비 중합체 물질을 혼합하는 기능. 비행을 통한 헬리칼 흐름은 효율적인 혼합을 촉진합니다. 이러한 비 중합체 첨가제는 가소제 (점도를 낮추고 제품을 더 연성하게 만드는 데 사용되는 유기 화합물), 항산화 제 및 난연제를 포함합니다. 탄소, 점토 및 활석과 같은 무기 필러조차도 (녹지 않기 때문에) 한계 내에서 추가 될 수 있습니다. 필러는 최종 제품의 기계적 특성을 수정하여 종종 더 많은 인성을 부여합니다.
블로우 필름 압출 및 오버 재킷 압출과 같은 다른 압출 공정은 독특한 제품을 만들 수 있지만 제한된 범위의 제품에 더 전문적입니다. 압출기의 주요 용도는 제품을 블로우 또는 사출 몰더에 공급하는 것입니다. 사출 성형은 차체 및 후드 아래 부품에서 장난감, 기어에 이르기까지 다양한 복잡한 제품을 만듭니다. 오버 재킷 압출은 전선을 코팅하는 데 사용되며, 튜브 압출 (환상 다이)은 산업 및 주거 배관을 만듭니다. 플라스틱 시트는 코트 옷걸이와 유사한 다이를 통해 흐름에 의해 생성됩니다. 1
압출기는 식품 가공에도 자주 사용됩니다. 파스타, 빵, 시리얼 과 같은 제품은 대량으로 압출됩니다. 전분은 수분 함량과 점도 프로파일로 인해 식품 압출에서 가장 일반적으로 처리됩니다. 플라스틱 압출에서 용융하는 과정은 식품 생산에서 요리하는 과정이됩니다. 압출을 통해 만든 다른 식품은 과자, 쿠키 반죽 및 애완 동물 사료입니다.
재료 목록
| 이름 | 회사 | 카탈로그 번호 | 코멘트 |
| 설비 | |||
| 단일 나사 압출기 | 시스코 | 3/4" 직경 나사, L/D 비율 = 20 | |
| LLDPE | 다우 | LLD2 | BA50, 용융 온도 = 191 °C, s.g. = 0.930에 대한 대체 폴리머 |
| HDPE 합합체 | 엑손모빌 | 팩슨 BA50 | 용융 온도 = 204 °C, s.g. = 0.949 |
| 1/4 HP DC 모터 | 미나릭 | 단일 감소 웜 기어 감속기, 비율 31:1 |
References
- Principles of Polymer Processing, Z. Tadmor and C.G. Gogos, Wiley Intersicence, Hoboken, 2006 (Ch. 3, 4, 6, 9-10); Analyzing and Troubleshooting Single Screw Extruders, G. Campbell and M.A. Spalding, Carl Hanser, Munich, 2013 (Ch. 1, 3, A3).
- Transport Phenomena by R.B. Bird, W.E. Stewart, and E.N. Lightfoot, John Wiley, New York, 1960 (Ch. 2-3) and Process Fluid Mechanics by M.M. Denn, Prentice-Hall, Englewood Cliffs, 1980 (Ch. 2, 8, 19)
Tags
건너뛰기...
이 컬렉션의 비디오:

Now Playing
압출을 통한 멱 법칙 모델 시연
Chemical Engineering
10.0K Views

핀 튜브 열교환기의 열전달 효율 테스트
Chemical Engineering
17.9K Views

트레이 건조기를 사용한 대류 및 전도열 전달 조사
Chemical Engineering
43.9K Views

프로필렌 글리콜 용액의 점도
Chemical Engineering
32.6K Views

실리카 알루미나 분말의 다공성 측정
Chemical Engineering
9.6K Views

가스 흡착 장치
Chemical Engineering
36.5K Views

증기-액체 평형
Chemical Engineering
88.3K Views

환류비가 트레이 증류 효율에 미치는 영향
Chemical Engineering
77.6K Views

액체-액체 추출의 효율성
Chemical Engineering
48.4K Views

액상 반응기: 자당 반전
Chemical Engineering
9.6K Views

화학적 변형을 통한 살리실산의 결정화
Chemical Engineering
24.2K Views

충전 층 반응기의 단상 및 2상 흐름
Chemical Engineering
18.9K Views

폴리디메틸실록산에 대한 부가 중합의 반응 속도
Chemical Engineering
16.1K Views

촉매 반응기 에틸렌의 수소화
Chemical Engineering
30.3K Views

스핀 앤 칠의 열전달 평가
Chemical Engineering
7.3K Views
Copyright © 2025 MyJoVE Corporation. 판권 소유