
אלקטרופלינט של סרטים דקים
Overview
מקור: לוגן ג 'קיפר, אנדרו ר ' פלקובסקי, וטיילור ד ספארקס, המחלקה למדע והנדסה של חומרים, אוניברסיטת יוטה, סולט לייק סיטי, UT
Electroplating הוא תהליך המשתמש בזרם חשמלי כדי להפחית את תעודות המתכת המומסות, כך שהם יוצרים ציפוי דק על אלקטרודה. טכניקות אחרות של תצהיר סרטים דקים כוללות תצהיר אדים כימיים (CVD), ציפוי ספין, ציפוי טבילה ותצהיר מקרטעת בין היתר. CVD משתמשת במבשר שלב הגז של האלמנט להפקדה. ציפוי ספין מורח את הנוזל מבשר צנטריפוגלי. ציפוי טבילה דומה לציפוי ספין, אך במקום לסובב את מבשר הנוזל, המצע שקוע בו לחלוטין. Sputtering משתמש בפלזמה כדי להסיר את החומר הרצוי מן היעד, אשר לאחר מכן צלחות המצע. טכניקות כגון CVD או sputtering לייצר סרטים באיכות גבוהה מאוד אבל לעשות זאת לאט מאוד ובעלות גבוהה מאז טכניקות אלה בדרך כלל דורשים אווירה ואקום וגודל מדגם קטן. אלקטרודות אינה מסתמכת על אטמוספרת ואקום אשר מפחיתה מאוד את העלות ומגבירה את המדרגיות. בנוסף, שיעורים גבוהים יחסית של תצהיר ניתן להשיג עם אלקטרודות.
Principles
תאים גלווניים מורכבים משתי מתכות שונות המחוברות על ידי גשר מלח או קרום נקבובי. תאים אלקטרוכימיים אלה יש חמצון והפחתת תגובות חצי תאים אשר מתרחשים באופן ספונטני כדי להפיק אנרגיה. אלקטרודות הופכת את התא הגלווני על ידי אספקת אנרגיה כדי להניע תגובות redox לא ספונטניות צלחת אלקטרודה עם סרט דק. האנודה עשויה ממתכת לציפוי והיא מחומצנת על ידי אספקת זרם ישיר. חמצון זה באנודה יוצר יונים המתמוססים וזורמים דרך התמיסה האלקטרוליטית, המכילה מלחי מתכת ויונים אחרים כדי לאפשר את זרימת החשמל. היונים המומסים מצטמצמים ומכוסה על הקתודה. תאים אלקטרוכרומיים משנים את הספיגה האופטית שלהם כאשר הם נתונים למתח. כמו עם electroplating, נהיגה תגובות redox אלקטרוכרומית מאפשרת לחומרים אלה לעבור בין מצבים מולבן וצבעוני, כמו עם החומר מצופה כחול פרוסי.
תהליך האלקטרו-תות דורש ששני החומרים המשמשים בתהליך יהיו מוליכים, שכן מתכות כאלה ותרכובות מתכתיות משמשות בעיקר. על מנת שהציפוי יצליח, פני השטח של החומר שיהיה מצופה צריכים להיות נקיים לחלוטין. ניקיון פני השטח מובטח על ידי טבילת החומר בחומצה חזקה או חיבור קצר של מעגל electroplating הפוך - אם האלקטרודה נקייה, אטומים ממתכת הציפוי יתחברו אליו ביעילות. גם אם פני השטח נקיים, ציפוי לא יעיל יכול לגרום כאשר לרכיבים יש גיאומטריות מורכבות, מה שמוביל לחלוקה לא אחידה של עובי ציפוי. עובי ציפוי יכול להיות נשלט על ידי שינוי משך הזרם החשמלי בין המתכות ואת כוחו של הזרם החל בין מתכות. הגדלת אחד מהם או שניהם יגדילו את עובי ה ציפוי. על ידי שליטה על עובי ה ציפוי, בעיות ציפוי הנובעות גיאומטריות מורכבות ניתן להימנע.
מטרת הטכניקה המוצעת היא electroplate סרט דק של כחול פרוסי על גיליון של PET מצופה ITO, ולאחר מכן למדוד את היכולת של הסרט לספוג ולהעביר אור באמצעות ספקטרוסקופיה UV-Vis. נתוני UV-Vis של הסרט הדק האלקטרוכרומי במצב מולבן וצבעוני יכמו את הבדלי הצבעים בין הסרט בשני מצבים אלה. כמו כן, סרטים אלקטרוכרומיים עבים יותר יגיעו למצב צבעוני עמוק יותר, ולכן יספגו יחסית יותר אור בהשוואה לסרטים דקים יותר. לכן, UV-Vis יכול לשמש גם כדי לבצע השוואות עובי איכותיות בין סרטים.
Procedure
- הכן פתרון כחול פרוסי על ידי ערבוב 50 מ"ל של 0.05 M חומצה הידרוכלורית (HCl), 100 מ"ל של 0.05 M אשלגן ferricyanide (K3[Fe(CN)6]), ו 100 מ"ל של 0.05 M ברזל(III) כלוריד hexahydrate (FeCl3.6H2O).
- צור אנודה על-ידי גלישה של כ-8 ס"מ של חוט ניקרום (NiCr) ל סליל הדוק.
- הכן את מצע הקתודה על ידי הסרת הציפוי החיצוני המגן על הצד המוליך של גיליון 5X5 ס"מ של PET מצופה ITO.
- בנה מעגל על-ידי חיבור המסוף החיובי של סוללת 9 וולט (9V) בסדרה לנגד 30 אוהם, ולאחר מכן לאנודת NiCr באמצעות קליפ תנין. חבר את הקצה השלילי של הסוללה למצע הקתודה של ITO באמצעות קליפ תנין. ודא כי הקתודה ואת אנודה אינם נוגעים בפתרון.
- לאחר הכנת המעגל ואת הפתרון הכחול הפרוסי, להוריד את הקתודה ואת אנודה לתוך הפתרון, דואג לא להטביע אף קליפ תנין. החזק במשך 2 דקות, ולאחר מכן להסיר ולשטוף הן את הקתודה ואת אנודה במי DI. ניתן לחזור על שלב זה בזמני טביעה מגוונים כדי לשנות את עובי הציפוי.
- לנתח את המדגם באמצעות פרקין אלמר למבדה 950 UV-Vis ספקטרומטר, קביעת העברתו של אור גלוי הנע באורך גל בין 750-400 ננומטר. הקפד לנתח את רמת הרקע של שידור על ידי סריקת דגימת PET מצופה ITO שלא מצופה בכחול פרוסי.
- לאחר הפעלת המדגם הכחול הפרוסי ב- UV-Vis, להכין פתרון 150 מ"ל של 1.0 M אשלגן כלורי (KCl).
- השתמש באותו מעגל ובאנודת NiCr (באמצעות סוללת 9V בסדרה), וסרטון תנין נוסף כדי לחבר את שני הצדדים של השכבה הכחולה הפרוסית למעגל. שקועים באנודה וקתודה בתמיסת KCl למשך 1.5 דקות, מה שמניע את המעבר האלקטרוכרומי מצבעוני להלבנה.
- לאחר מכן להסיר ולשטוף הן את הקתודה ואת אנודה במי DI כמו קודם.
- הפעל את המדגם מולבן ב UV-Vis, באמצעות הפרמטרים של סקאט המשדר הנ"ל.
Results
מבחינה איכותית, ה- ITO מצופה בכחול פרוסי, יהפוך לשקוף כאשר יחול פוטנציאל שלילי כפי שמוצג באיור 1 להלן. שינוי זה יכול להיות הפוך על ידי החלת מתח חיובי.
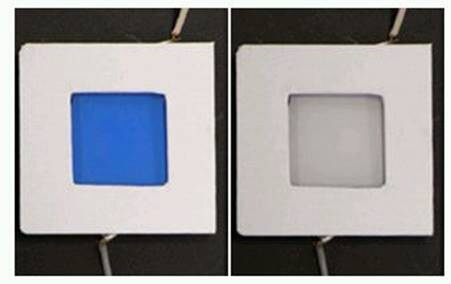
איור 1: כחול פרוסי במצבו הצבעוני והלבן.
באופן איכותי יותר, ניתן לשנות את עובי השכבה המופקדת ולמדוד בדרכים שונות, כולל על ידי שינוי מתח האלקטרודפוזיציה או זמן האלקטרודפוזיציה. עבור כחול פרוסי, עובי שכבה משתנה ישפיע על העברת אחוז האור דרך המדגם. הקשר בין כמות הכחול הפרוסי שהופקד על ITO לבין מידת האטימות ניתן למדוד באמצעות ספקטרופוטומטריה UV-גלויה ומוצג באיורים 2 ו -3.
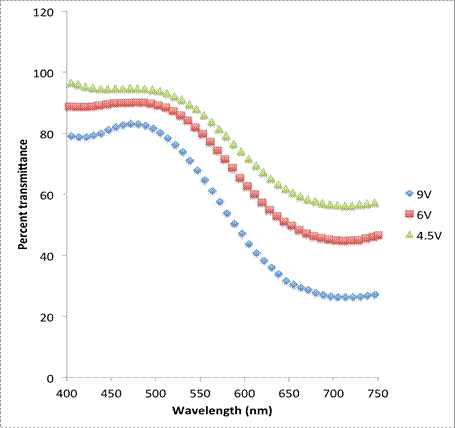
איור 2: ספקטרוסקופיה UV-Vis של כחול פרוסי במצבו הצבעוני עבור מתחי תצהיר אלקטרוכימיים שונים.

איור 3: ספקטרוסקופיה UV-Vis של כחול פרוסי במצבו הצבעוני עבור זמני תצהיר אלקטרוכימיים שונים.
סרטים שהופקדו במתח גבוה יותר ראו משדר אחוז נמוך יותר מאלה שהופקדו במתח נמוך יותר. זה מצביע על כך שהשכבות עבות יותר במתחים גבוהים יותר מאשר במתחים נמוכים יותר. בנוסף, דגימות electrodeposited במשך פעמים ארוכות יותר ראו שידורי אחוז נמוך יותר, שוב המציין כי הסרטים הם עבים יותר בזמני תצהיר ארוכים יותר.
Application and Summary
אלקטרודות, כפי שהודגם בניסוי זה, מאפשרת שינוי של תכונות פני השטח של חומרים בתוך שינוי מינימלי בנפח. בתהליך של אלקטרודות, זרם חשמלי מועבר דרך פתרון אלקטרוליטי בין אנודה לקתודה. התצהירים הטעונים בחיוב בתמיסת האלקטרוליט נמשכים ומופקדים על הקתודה הטעונים שלילית. לאחר ההפקדה, האטומים בשכבה צוברים אלקטרונים בתהליך ההפחתה.
המהירות וכמות האלקטרודפוזיציה תלויות בעוצמת הזרם החשמלי המיושם בין הקתודה לאנודה בתמיסת האלקטרוליט. בנוסף, המתכות המשמשות אלקטרודות יש לבחור בזהירות, כמו כמה מתכות יהיה סגסוגת אחד עם השני; במקרים אלה, שכבות מתכת מרובות חייב להיות מופקד.
מכיוון שהציטוטים מלוכדים כימית את המצע, לאלקטרודות יש את היתרונות של התרחבות תרמית מאוחדת, עמידות טובה יותר לקורוזיה כימית ועמידות פיזית מוגברת. חיסרון אחד של תצהיר אלקטרוכימי בהשוואה לשיטות אחרות של תצהיר סרט דק הוא הצורך של משטח מוליך על המצע לפני התצהיר. בנוסף, תהליך האלקטרו-דפוזיציה לא תמיד מניב תצהיר אחיד, מה שגורם לסתירה בציפוי החומר.
אלקטרודות יש יישומים רבים מעבר להפקדת כחול פרוסי. Electrodeposition משמש בהרחבה בתעשיית התכשיטים כפי שהוא מאפשר רמה גבוהה של שליטה על תהליך ה ציפוי ומאפשר שינויים אסתטיים מגוונים. מגוון רחב של וריאציות צבע ניתן להשיג על ידי הפקדת מתכות שונות כדי ליצור סגסוגות עם מראה ייחודי. בנוסף, מתכות ניתן להפקיד בצורה אחידה, אשר מפחית את חוסר עקביות צבע יכול להסתיר הלחמה וקווי רכיבים. על ידי שימוש באלקטרודות, תכשיטנים מסוגלים ליצור ציפויי מתכת פונקציונליים ועקביים כי הם אסתטיים.
אלקטרודות משמשת גם בתעשיית הרכב. כלי רכב כפופים כל הזמן לכוחות הלובשים רכיבים חיוניים. Electrodeposition מאפשרת את המאפיינים של חלקים שונים להיות שונה משופרת מבלי לשנות נפח פונקציונלי של החלק. כרום שהופקד מספק הגנה מעולה על שחיקה וקורוזיה לכלי רכב ומאפשר למכוניות להימשך זמן רב יותר עם דרישות מינימום לתחזוקה ותיקון.
בתעשיית המוליכים למחצה, אלקטרודות מציעות עלות, אמינות ויתרונות סביבתיים משמעותיים על פני טכנולוגיית אידוי קלאסית ויכולה להכיל גדלי רקיק שונים בהרבה. תהליך האלקטרו-דפוזיציה מאפשר תצהיר על מצעים שבירים ומאפשר גם בקרת צורה מתקדמת או פונקציות חדשות. Electrodeposition מציעה אמצעי של דגימות ייחודיות בזול על ידי שימוש בטכנולוגיה המותאמת בקלות לייצור תעשייתי.
Tags
Skip to...
Videos from this collection:

Now Playing
אלקטרופלינט של סרטים דקים
Materials Engineering
20.2K Views

חומר אופטי חלק 1: הכנת מדגם
Materials Engineering
15.6K Views

חומרוגרפיה אופטית חלק 2: ניתוח תמונה
Materials Engineering
11.2K Views

ספקטרוסקופיית פוטואלקטרון רנטגן
Materials Engineering
21.9K Views

עקיפה של קרני רנטגן
Materials Engineering
89.8K Views

קורות יונים ממוקדות
Materials Engineering
9.0K Views

התגבשות כיוונית וייצוב פאזה
Materials Engineering
6.7K Views

קלורימטריה סריקה דיפרנציאלית
Materials Engineering
38.7K Views

דיפוזיה תרמית ושיטת פלאש לייזר
Materials Engineering
13.4K Views

ניתוח התפשטות תרמית באמצעות דילאטומטריה
Materials Engineering
16.0K Views

ספקטרוסקופיית מכשולים אלקטרוכימית
Materials Engineering
23.4K Views

חומרים מרוכבים מטריקס קרמיקה ומאפייני הכיפוף שלהם
Materials Engineering
8.4K Views

סגסוגות ננו-קריסטלין ויציבות גודל ננו-גרגר
Materials Engineering
5.2K Views

סינתזה הידרוג'ל
Materials Engineering
23.9K Views
Copyright © 2025 MyJoVE Corporation. All rights reserved