
熱拡散率とレーザーフラッシュ法
概要
出典:エリーゼ・S・D・ブキ、ダニエル・N・ビーティ、テイラー・D・スパークス、ユタ大学材料工学科、ソルトレイクシティ、UT
レーザーフラッシュ法(LFA)は、熱拡散率、材料固有の特性を測定するために使用される技術です。熱拡散率(α)は、材料にどのくらいの熱が貯蔵されているかについて、どのくらいの熱が伝導されるかの比率です。これは、温度勾配によって材料を 通してどれだけ熱が伝達されるかに、次の関係によって熱伝導率()に関連しています。
通してどれだけ熱が伝達されるかに、次の関係によって熱伝導率()に関連しています。
 (式1)
(式1)
ここで、温度は材料の密度、Cpは目的の温度での材料の比熱容量です。熱拡散率と熱伝導率は、材料が熱(熱エネルギー)をどのように伝達し、温度の変化に反応するかを評価するために使用される重要な材料特性です。熱拡散度測定は、熱またはレーザーフラッシュ法によって最も一般的に得られます。この技術では、サンプルは一方の側にレーザーまたはキセノンフラッシュでパルスすることによって加熱され、他方ではパルスではなく、温度勾配を誘発する。この温度勾配は、サンプルを通して反対側に向かって熱伝播し、サンプルを加熱します。反対側では、赤外線検出器は、サーモグラムの形で時間に関して温度変化を読み取り、報告します。これらの結果を比較し、最小二乗モデルを使用して理論的な予測に適合した後、熱拡散率の推定値が得られます。
レーザーフラッシュ方式は、複数の規格(ASTM、BS、JIS R)でサポートされている唯一の方法であり、熱拡散率を決定するために最も広く使用されている方法です。
原則
レーザーフラッシュ法では、平らで平行な上面と底面を有する試料を、密閉炉内の制御された雰囲気(空気、酸素、アルゴン、窒素など)に配置する。サンプルは、多くの場合、直径6mm~25.4mm、厚さ1mm~4mmの薄いディスクです。15 J/pulseの周りの力を持つレーザーはサンプルの底面に瞬間的なエネルギーパルスを提供する。赤外線検出器は、サンプルの上面の上にあります。この検出器は、各レーザーパルスの後にサンプルの上面の時間と温度の変化を登録します。レーザーパルスと得られた温度変化データは、計測器に応じて-120°C~2800°Cの範囲で設定温度測定ポイントに記録されます。各測定の間に、サンプルの温度を平衡化させられる。LFAは、粉末、液体、バルク、複合、層状、多孔質、および半透明のサンプルで実行できます(サンプルの種類によっては、いくつかの変更が必要な場合があります)。
得られたデータはサーモグラムの形で提示され、サンプルの不透明度、均質性、および最小放射熱損失を仮定する分析的な1次元熱輸送モデルと比較されます。これらのモデルはまた、熱特性とサンプル密度が測定された温度範囲内で一定であると仮定します。モデルの仮定からの実験的な偏差は、多くの場合、補正計算を必要とします。
レーザーフラッシュ法の結果から熱拡散率を得るために使用されるいくつかの数学モデルがあります。元のモデル(パークの理想モデル)は、一定の温度を仮定し、測定中に熱がシステムから逃げ出さない境界条件を使用して微分方程式を解く必要があります。どちらも実際の測定に対する誤った仮定です。Netzsch LFA 457 は、多くの場合、Cowan モデルを使用して実行されます。このモデルは理想的なモデルを訂正する;それは考慮にエネルギーおよび熱損失を取り、多くの異なった材料スキャンのためのより正確な付属品を与える。このモデルは鉄の標準材料のためにここで使用される。
手順
- マシンの電源を入れ、ウォームアッププロセスが終了するのを待ちます(約2時間)。
- 窒素蒸気が検出器から来るのを見ることができるまで、小さな漏斗を使用して液体窒素で検出器コンパートメントを埋めます。蒸気が出なくなるまで液体を落ち着かせ、探知器を閉じます。
- いくつかのスポットにわたってマイクロメーターでサンプルの厚さを測定し、平均厚さと標準偏差を計算します。サンプルのエッジは6mmから25.4mmの間で、平らなジオメトリは円形または長方形でなければなりません。さらに、サンプルの厚さは均一で、1mmと4mmの間で、高熱拡散性サンプルは、より厚いサンプルで最適に動作する必要があります。ここでは、標準的な鉄ディスクサンプルを使用しています。
- 試料の吸光度を最大化し、均一な放射率を確保するために、コロイドグラファイトを用いて試料に黒鉛の薄いコーティングをスプレーする。3回繰り返して、サンプルがパス間で乾燥できるようにします。最初の面で完了したら、慎重にサンプルを反転し、反対側にスプレーします。
- 乾いたら、サンプルを小さなサンプルサポートの下半分に置き、サンプルサポートの上半分で覆います。
- 機械の右側にある安全ボタンと、下矢印で炉にラベルを付けた機械の前面にあるボタンを同時に押して炉を開きます。炉の周りにより多くの移動性を持たるために、時計回りに検出器を時計回りに回転させます。
- 炉のサンプル段階はサンプルを握るように設計されている3つの場所がある。サンプルを含むサンプルサポートを3つの場所のいずれかに置き(1つを書き留めます)、炉を閉じる前に検出器と炉を再調整します。これを行うには、安全ボタンと上矢印でラベル付けされた炉を押します。
- 真空ポンプの電源を入れる前に、検出器の右後にあるベントバルブが閉じていることを確認してください。閉じたら、真空ポンプの電源を入れます。真空バルブをゆっくりと開き、機械の前面にある圧力インジケータライトが最も低いレベルまで安定するまで真空をポンプで送ります。真空は不活性ガスでパージする前にチャンバーからすべての空気を取り除くために引っ張られる。
- アルゴンシリンダーのレギュレータを開き、圧力が5 psiと10 psiの間に設定されていることを確認します。真空バルブを閉じ、バックフィルバルブを開き、パージボタンを押してサンプルスペースをパージし、サンプルからガスを閉じないようにします。
- 手順 8 と 9 を 3 回繰り返して、チャンバーに空気が残らないようにします。これは、酸素、窒素または他の空気成分が、特に高温で、試料の表面に存在する化合物と反応する可能性を排除する。
- 炉は、空気が炉に戻って流れないように、パージガスから非常にわずかな正の圧力を残す必要があります。
- 「LFA 457」というラベルの付いたデスクトップアイコンからマシンのソフトウェアを起動します。[サービス] → [ハードウェア情報] → [スイッチ] を選択し、ボックスをクリックしてパージをオンにします。これはLFA-457の前面のパージライトをオンにする必要があります。
- パージ ライトが点灯している間にベント バルブを開きます。
- データベースを開くか、新しいデータベースを作成し、[全般]、[オートサンプラーの位置]、[初期条件]、[温度ステップ]、および [最終条件]タブに必要なすべてのフィールドを含む、必要なすべての情報を入力します。
- 実験に8時間以上かかる場合は、検出器を再び充填する必要があります。これは、特に複数のサンプルが実行されている場合に発生する可能性があります。
- サンプルは、挿入されたのと同様の方法で削除されます。ソフトウェアは、鉄の標準材料からここに示す結果を自動的に表示します。
結果
図1、2、および3は、鉄標準サンプルのLFA実行からのデータを示しています。図1と2は、2つの温度(48.2°Cと600°C)のレーザーパルス対時間プロットを示しています。青いトレースは鉄サンプルから収集されたレーザーパルスを示し、細い赤い線はCowanモデルから計算されたパルスを示す。これはよく定義された標準材料であるため、両方の温度パルスがモデルによく適合します。一般に、実験的に計算された値は、低温でのレーザーパルスのモデルトレースからの偏差が大きいことが示すように、高温で最もよく一致します(図1)と高温)。低温は、この標準材料のモデルに比較的よくフィットしますが、各パルス間の平衡に許容される時間内に低い設定温度に達しない可能性があるため、高温の結果よりも逸脱します。図 2の各データ ポイント (赤い円) は、1 つのレーザー パルスを表します。データポイントが Cowan モデルに適合するほど、結果として得られる熱拡散度の値はより正確かつ正確になります。

図1:LFA 457における鉄標準走行のレーザー信号対時間プロットを48.2°Cで示す。青色のトレースは、サンプルに当たるレーザーからの信号を表します。細い赤い線は、Cowan モデルの計算されたパルスを表します。

図2:LFA 457における鉄標準走行のレーザー信号対時間プロットを600.6°Cで示す。青色のトレースは、サンプルに当たるレーザーからの信号を表します。細い赤い線は、Cowan モデルの計算されたパルスを表します。
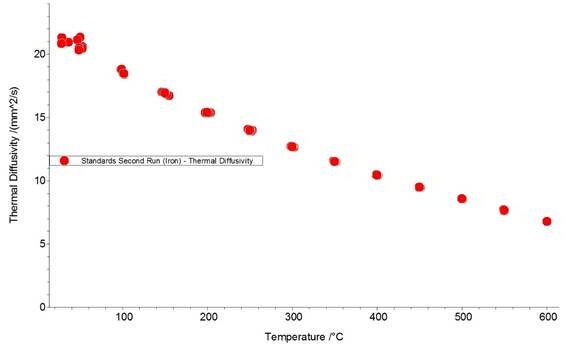
図3:鉄標準ディスクの熱拡散率(α)対温度プロットを、LFA 457で実行する。各赤い円は、1 つのレーザー パルスを表します。
申請書と概要
レーザーフラッシュ法は、試料の一方の側を熱エネルギーで放射し(レーザー光源から)、IR検出器を反対側に配置してパルスを拾う熱拡散率を測定するために広く使用されている技術です。異なったモデルの温度の広い範囲はさまざまなタイプのサンプルの測定を可能にする。LFAには比較的小さなサンプルが必要です。熱拡散率ではなく、熱伝導率を直接測定するその他のツールには、保護ホットプレート、熱流量計などがあります。保護されたホットプレートシステムは比較的大きい正方形のサンプル(300mm x 300mm)を握ることができ、熱伝導率の計算に必要な熱流束を計算するために注意深い口径測定を要求する。これらのツールはいずれも高温への熱拡散率を測定する必要がなく、通常は250°C未満で動作します。
熱拡散率は、熱流を伴うアプリケーションや熱変動に敏感な用途に適した材料を選択する際に知る必要がある重要な特性です。例えば、熱伝導率は、拡散性を有するアオンも、絶縁において重要な役割を果たす。断熱材に使用する材料を選択する際には、異なる材料の熱特性を測定し、比較できることが重要です。これらの熱特性は、航空宇宙においてさらに重要です。熱保護タイルは、宇宙船の大気再突入に成功する上で重要な役割を果たします。大気圏に入ると、宇宙船は非常に高温にさらされ、保護層なしで溶融、酸化、または燃焼します。熱保護タイルは、通常、小さな空気で満たされた細孔を持つ純粋なシリカガラス繊維で作られています。これら2つのコンポーネントは熱伝導率が低いため、タイル全体の熱流束を最小限に抑えます。高い空隙率を有する材料の熱伝導率 ( ) は、以下のマクスウェルの関係で計算することができます。
( ) は、以下のマクスウェルの関係で計算することができます。
 (方程式2)
(方程式2)
スキップ先...
このコレクションのビデオ:

Now Playing
熱拡散率とレーザーフラッシュ法
Materials Engineering
13.2K 閲覧数

光学材料グラフィー パート 1: サンプル調製
Materials Engineering
15.4K 閲覧数

光学材料学 パート2:画像解析
Materials Engineering
11.0K 閲覧数

X線光電子分光法
Materials Engineering
21.6K 閲覧数

X線回折
Materials Engineering
89.0K 閲覧数

集束イオンビーム
Materials Engineering
8.9K 閲覧数

方向固化と位相安定化
Materials Engineering
6.5K 閲覧数

微分走査熱量測定
Materials Engineering
37.5K 閲覧数

薄膜の電気めっき
Materials Engineering
20.1K 閲覧数

拡張測定による熱膨張の解析
Materials Engineering
15.7K 閲覧数

電気化学インピーダンス分光法
Materials Engineering
23.2K 閲覧数

セラミックマトリックス複合材料とその曲げ特性
Materials Engineering
8.1K 閲覧数

ナノ結晶合金とナノ粒サイズ安定性
Materials Engineering
5.1K 閲覧数

ヒドロゲル合成
Materials Engineering
23.7K 閲覧数
Copyright © 2023 MyJoVE Corporation. All rights reserved