
Temperaturleitfähigkeit und die Laser-Flash-Methode
Überblick
Quelle: Elise S.D. Buki, Danielle N. Beatty und Taylor D. Sparks, Department of Materials Science and Engineering, The University of Utah, Salt Lake City, UT
Die Laserblitzmethode (LFA) ist eine Technik zur Messung der thermischen Diffusivität, einer materialspezifischen Eigenschaft. Die thermische Diffusivität () ist das Verhältnis, wie viel Wärme im Verhältnis zu der Menge der Wärme in einem Material gespeichert wird. Es hängt mit der Wärmeleitfähigkeit ( ), wie viel Wärme durch ein Material aufgrund eines Temperaturgradienten übertragen wird, durch die folgende Beziehung:
Wärmeleitfähigkeit ( ), wie viel Wärme durch ein Material aufgrund eines Temperaturgradienten übertragen wird, durch die folgende Beziehung:
 (Gleichung 1)
(Gleichung 1)
wobei die Dichte des Materials und Cp die spezifische Wärmekapazität des Materials bei der gegebenen Temperatur von Interesse ist. Sowohl die thermische Diffusivität als auch die Wärmeleitfähigkeit sind wichtige Materialeigenschaften, die verwendet werden, um zu beurteilen, wie Materialien Wärme übertragen (thermische Energie) und auf Temperaturänderungen reagieren. Thermische Diffusivitätsmessungen werden am häufigsten mit dem Thermischen oder Laserblitzverfahren durchgeführt. Bei dieser Technik wird eine Probe erhitzt, indem sie mit einem Laser- oder Xenonblitz auf der einen Seite, aber nicht auf der anderen Seite pulsiert und so einen Temperaturgradienten induzieren wird. Dieser Temperaturgradient führt dazu, dass sich die Wärme durch die Probe zur gegenüberliegenden Seite ausbreitet und die Probe erhitzt. Auf der gegenüberliegenden Seite liest und meldet ein Infrarotdetektor die Temperaturänderung in Form eines Thermogramms in Zeitform. Eine Schätzung der thermischen Diffusivität wird nach dem Vergleich dieser Ergebnisse ermittelt und passt zu theoretischen Vorhersagen mit einem Modell mit den kleinsten Quadraten.
Die Laserblitzmethode ist die einzige Methode, die von mehreren Standards (ASTM, BS, JIS R) unterstützt wird und die am weitesten verbreitete Methode zur Bestimmung der thermischen Diffusivität ist.
Grundsätze
Bei der Laserblitzmethode wird eine Probe mit flachen, parallelen Ober- und Unterflächen in einer kontrollierten Atmosphäre (Luft, Sauerstoff, Argon, Stickstoff usw.) in einem abgedichteten Ofen platziert. Die Proben sind oft dünne Scheiben mit einem Durchmesser von 6mm bis 25,4 mm und Dicken zwischen 1mm und 4mm. Ein Laser mit einer Leistung von ca. 15 J/Puls sorgt für einen sofortigen Energieimpuls an der Unterseite der Probe. Ein Infrarotdetektor liegt über der Oberseite der Probe; Dieser Detektor registriert die Temperaturänderung mit der Zeit der Oberseite der Probe nach jedem Laserpuls. Laserpulse und daraus resultierende Temperaturänderungsdaten werden je nach Instrument für eingestellte Temperaturmesspunkte im Bereich von -120°C bis 2800°C aufgezeichnet. Zwischen jeder durchgeführten Messung darf die Temperatur der Probe ausgeglichen werden. LFA kann auf Pulver-, Flüssigkeits-, Schütt-, Verbund-, Schicht-, Poren- und halbtransparenten Proben ausgeführt werden (je nach Probentyp können einige Änderungen erforderlich sein).
Die resultierenden Daten werden in Form eines Thermogramms dargestellt und mit analytischen, 1-dimensionalen Wärmetransportmodellen verglichen, die von Derastopazität, Homogenität und minimalem radialen Wärmeverlust ausgehen. Diese Modelle gehen auch davon aus, dass die thermischen Eigenschaften und die Probendichte innerhalb der gemessenen Temperaturbereiche konstant bleiben. Experimentelle Abweichungen von Modellannahmen erfordern häufig Korrekturberechnungen.
Es gibt mehrere mathematische Modelle, die verwendet werden, um thermische Diffusivität aus den Ergebnissen der Laserblitzmethode zu erhalten. Das ursprüngliche Modell (das ideale Modell von Park) beinhaltet das Lösen einer Differentialgleichung mit Randbedingungen, die konstante Temperaturen annehmen und dass während der Messung keine Wärme aus dem System entweicht. Beides sind falsche Annahmen für reale Messungen. Der Netzsch LFA 457 wird oft nach dem Cowan-Modell betrieben. Dieses Modell korrigiert das ideale Modell; es berücksichtigt Energie- und Wärmeverlust und bietet eine genauere Montage für viele verschiedene Materialscans. Dieses Modell wird hier für ein Eisenstandardmaterial verwendet.
Verfahren
- Schalten Sie die Maschine ein und warten Sie, bis der Aufwärmvorgang beendet ist (ca. 2 Stunden).
- Füllen Sie das Detektorfach mit flüssigem Stickstoff mit einem kleinen Trichter auf, bis der Stickstoffdampf vom Detektor kommend zu sehen ist. Lassen Sie die Flüssigkeit absetzen, bis kein Dampf mehr herauskommt, und schließen Sie den Detektor.
- Messen Sie die Dicke Ihrer Probe mit einem Mikrometer über mehrere Stellen und berechnen Sie die durchschnittliche Dicke und die Standardabweichung. Die Kanten der Probe sollten zwischen 6 mm und 25,4 mm liegen, wobei eine flache Geometrie entweder rund oder rechteckig ist. Darüber hinaus sollte die Dicke der Probe gleichmäßig und zwischen 1mm und 4mm sein. Proben mit hoher thermischer Diffusivität funktionieren am besten mit dickeren Proben. Hier verwenden wir eine Standard-Eisenscheibenprobe.
- Um die Absorption der Probe zu maximieren und eine gleichmäßige Emissivität zu gewährleisten, sprühen Sie eine dünne Beschichtung von Graphit mit kolloidalem Graphit auf die Probe. Wiederholen Sie dies dreimal, sodass die Probe zwischen den Durchgängen trocknen kann. Einmal mit der ersten Seite fertig, die Probe vorsichtig umdrehen und auf die andere Seite sprühen.
- Nach dem Trocknen die Probe in die untere Hälfte des kleinen Probenträgers legen und mit der oberen Hälfte des Probenträgers bedecken.
- Öffnen Sie den Ofen, indem Sie gleichzeitig die Sicherheitstaste auf der rechten Seite der Maschine und die Taste auf der Vorderseite des Maschinenofens mit einem Abwärtspfeil drücken. Drehen Sie den Detektor im Uhrzeigersinn nach unten, um mehr Mobilität um den Ofen herum zu haben.
- Die Probenstufe im Ofen verfügt über drei Standorte, die für die Proben ausgelegt sind. Legen Sie die Probenhalterung, die die Probe enthält, an einem der drei Stellen (beachten Sie die, die den Detektor und den Ofen vor dem Schließen des Ofens neu ausrichten). Drücken Sie dazu die Sicherheitstaste und den beschrifteten Ofen mit einem Pfeil nach oben.
- Stellen Sie vor dem Einschalten der Vakuumpumpe sicher, dass das entlüftungsventil rechts hinter dem Detektor geschlossen ist. Nach dem Schließen die Vakuumpumpe einschalten. Öffnen Sie langsam das Vakuumventil und pumpen Sie ein Vakuum, bis die Druckanzeige auf der Vorderseite der Maschine auf den niedrigsten Stand stabilisiert ist. Ein Vakuum wird gezogen, um die gesamte Luft aus der Kammer zu entfernen, bevor es mit Inertgas gereinigt wird.
- Öffnen Sie den Regler am Argon-Zylinder und stellen Sie sicher, dass der Druck zwischen 5 psi und 10 psi eingestellt ist. Schließen Sie das Vakuumventil, öffnen Sie das Verfüllventil und drücken Sie dann die Spültaste, um den Probenraum zu reinigen, damit kein eingeschlossenes Gas aus der Probe vorhanden ist.
- Wiederholen Sie die Schritte 8 und 9 dreimal, um sicherzustellen, dass keine Luft mehr in der Kammer ist. Dadurch soll die Wahrscheinlichkeit beseitigt werden, dass Sauerstoff, Stickstoff oder andere Luftbestandteile mit Verbindungen reagieren, die an der Oberfläche der Probe vorhanden sind, insbesondere bei erhöhten Temperaturen.
- Der Ofen sollte mit einem sehr geringen positiven Druck aus dem Spülgas gelassen werden, um sicherzustellen, dass die Luft nicht zurück in den Ofen strömt.
- Starten Sie die Software des Geräts über das Desktop-Symbol mit der Bezeichnung "LFA 457". Wählen Sie Service - Hardware-Info - Schalter und klicken Sie dann auf das Feld, um die Bereinigung einzuschalten. Dadurch sollte das Spüllicht auf der Vorderseite des LFA-457 eingeschaltet werden.
- Öffnen Sie das Entlüftungsventil, während das Spüllicht eingeschaltet ist.
- Öffnen Sie eine Datenbank oder erstellen Sie eine neue Datenbank und geben Sie alle notwendigen Informationen ein, einschließlich aller notwendigen Felder in den Registerkarten Allgemein, Autosampler-Position, Ausgangsbedingungen, Temperaturschritte & Endbedingungen.
- Wenn das Experiment länger als 8 Stunden dauert, muss der Detektor wieder aufgefüllt werden. Dies kann passieren, insbesondere wenn mehrere Beispiele ausgeführt werden.
- Die Proben werden dann in ähnlicher Weise entfernt, wie sie eingefügt wurden. Die Software zeigt automatisch die Ergebnisse an, hier aus einem Eisenstandardmaterial.
Ergebnisse
Die Abbildungen 1, 2 und 3 zeigen die Daten eines LFA-Laufs einer Eisenstandardprobe. Die Abbildungen 1 und 2 zeigen Laserpuls-gegen-Zeit-Plots für zwei Temperaturen (48,2°C und 600°C); Die blaue Spur zeigt den gesammelten Laserpuls aus der Eisenprobe und die dünne rote Linie zeigt den berechneten Puls aus dem Cowan-Modell. Beide Temperaturimpulse passen gut zum Modell, da es sich um ein genau definiertes Standardmaterial handelt. Im Allgemeinen stimmen experimentell berechnete Werte am besten mit dem Cowan-Modell bei hohen Temperaturen überein, wie die größere Abweichung von der Modellspur für die Laserpulse bei niedrigen Temperaturen zeigt (Abbildung 1) vs. hohe Temperaturen (Abbildung 2). Niedrige Temperaturen passen relativ gut zum Modell für dieses Standardmaterial, weichen aber mehr als hochtemperaturmäßig ab, da die niedrigeren eingestellten Temperaturen nicht in der Zeit erreicht werden können, die für die Ausgeglichenheit zwischen den einzelnen Impulsen zulässig ist. Jeder Datenpunkt (roter Kreis) in Abbildung 2 stellt einen Laserpuls dar; Je näher die Datenpunkte zum Cowan-Modell passen, desto besser und genauer sind die resultierenden thermischen Diffusivitätswerte.

Abbildung 1:Lasersignal vs. Zeitdiagramm bei 48,2 °C für einen Eisenstandardlauf im LFA 457. Die blaue Spur stellt das Signal des Lasers dar, der die Probe trifft. Die dünne rote Linie stellt den berechneten Impuls für das Cowan-Modell dar.

Abbildung 2:Lasersignal vs. Zeitdiagramm bei 600,6 °C für einen Eisenstandardlauf im LFA 457. Die blaue Spur stellt das Signal des Lasers dar, der die Probe trifft. Die dünne rote Linie stellt den berechneten Impuls für das Cowan-Modell dar.
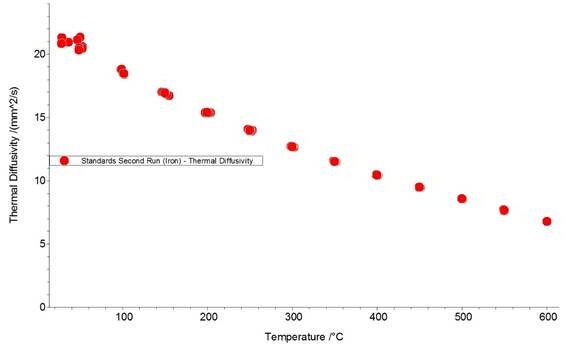
Abbildung 3:Thermische Diffusivität (-) vs. Temperaturdiagramm für eine Eisenstandardscheibe, ausgeführt in der LFA 457. Jeder rote Kreis stellt einen Laserpuls dar.
Anwendung und Zusammenfassung
Die Laserblitzmethode ist eine weit verbreitete Technik zur Bestimmung der thermischen Diffusivität, die darin besteht, eine Seite einer Probe mit thermischer Energie (aus einer Laserquelle) auszustrahlen und einen IR-Detektor auf der anderen Seite zu platzieren, um den Puls aufzunehmen. Der große Temperaturbereich verschiedener Modelle ermöglicht die Messung an verschiedenen Probentypen. Die LFA benötigt relativ kleine Proben. Andere Werkzeuge, die die Wärmeleitfähigkeit direkt messen, anstatt die thermische Diffusivität, sind die Bewachte Heißplatte, Wärmedurchflussmesser und andere. Das Guarded Hot Plate System kann relativ große quadratische Proben (300mm x 300mm) aufnehmen und erfordert eine sorgfältige Kalibrierung, um den für die Wärmeleitfähigkeitsberechnung erforderlichen Wärmefluss zu berechnen. Keines dieser Werkzeuge kann die thermische Diffusivität bei hohen Temperaturen messen und arbeitet typischerweise unter 250oC.
Thermische Diffusivität ist eine wichtige Eigenschaft, die bei der Auswahl des geeigneten Materials für Anwendungen mit Wärmefluss oder wärmeempfindlich bekannt sein muss. Zum Beispiel spielen auch die Wärmeleitfähigkeit, aong mit Diffusivität, eine wichtige Rolle bei der Isolierung. Bei der Auswahl eines Materials, das für die Isolierung verwendet werden soll, ist es wichtig, die thermischen Eigenschaften verschiedener Materialien messen und vergleichen zu können. Diese thermischen Eigenschaften sind in der Luft- und Raumfahrt noch wichtiger. Thermische Schutzfliesen spielen eine wichtige Rolle beim erfolgreichen atmosphärischen Wiedereintritt eines Raumschiffs. Beim Betreten der Atmosphäre ist ein Raumschiff extrem hohen Temperaturen ausgesetzt und würde ohne Schutzschicht schmelzen, oxidieren oder brennen. Thermische Schutzfliesen bestehen typischerweise aus reinen Kieselsäure-Glasfasern mit winzigen luftgefüllten Poren. Diese beiden Komponenten haben eine geringe Wärmeleitfähigkeit und minimieren daher den Wärmefluss über die Fliesen. Die Wärmeleitfähigkeit von Materialien mit hoher Porosität ( ) kann mit der folgenden Maxwell-Beziehung berechnet werden:
Porosität ( ) kann mit der folgenden Maxwell-Beziehung berechnet werden:
 (Gleichung 2)
(Gleichung 2)
pringen zu...
Videos aus dieser Sammlung:

Now Playing
Temperaturleitfähigkeit und die Laser-Flash-Methode
Materials Engineering
13.2K Ansichten

Optische Materialographie Teil 1: Probenvorbereitung
Materials Engineering
15.4K Ansichten

Optische Materialographie Teil 2: Bildanalyse
Materials Engineering
11.0K Ansichten

Röntgenphotoelektronenspektroskopie
Materials Engineering
21.6K Ansichten

Röntgenbeugung
Materials Engineering
89.1K Ansichten

Ionenfeinstrahlanlage (Focused Ion Beam)
Materials Engineering
8.9K Ansichten

Gerichtete Erstarrung und Phasenstabilisierung
Materials Engineering
6.6K Ansichten

Dynamische Differenzkalorimetrie
Materials Engineering
37.8K Ansichten

Elektroplattieren von dünnen Schichten
Materials Engineering
20.1K Ansichten

Analyse der thermischen Ausdehnung mittels Dilatometrie
Materials Engineering
15.8K Ansichten

Elektrochemische Impedanzspektroskopie
Materials Engineering
23.2K Ansichten

Keramische Faserverbundwerkstoffe und ihre Biegeeigenschaften
Materials Engineering
8.2K Ansichten

Nanokristalline Legierungen und Nanokorngrößenstabilität
Materials Engineering
5.1K Ansichten

Hydrogel-Synthese
Materials Engineering
23.7K Ansichten
Copyright © 2025 MyJoVE Corporation. Alle Rechte vorbehalten